



コントロール砥石とは、心無し研削盤(センタレス研削盤)に使用される調整車の事です。
心無し研削盤は、センタ穴のように加工物(ワーク)支持の為の前加工を必要とせず、ワークの全面を支持して加工する為、ワーク僥み(たわみ)が少ない特徴を有し、低コストの量産加工法として広く用いられます。
細径のピン類や長尺のバー材、パイプ材などは心無し研削盤でしか加工できません。また、コストの制約から、転がり軸受など低コスト大量生産に用いられます。
この心無し研削盤研削加工の構造は、ワークにコントロール砥石を押し付ける事により両者の表面に発生する摩擦力を利用し、ワークに一定の回転速度を与えます。
その働きの中で、研削砥石がワークの円筒外面を研削する加工方法です。
コントロール砥石は、高い摩擦力で安定した回転力をワークに与え続ける事が役目です。
心無し研削盤は、センタ穴のように加工物(ワーク)支持の為の前加工を必要とせず、ワークの全面を支持して加工する為、ワーク僥み(たわみ)が少ない特徴を有し、低コストの量産加工法として広く用いられます。
細径のピン類や長尺のバー材、パイプ材などは心無し研削盤でしか加工できません。また、コストの制約から、転がり軸受など低コスト大量生産に用いられます。
この心無し研削盤研削加工の構造は、ワークにコントロール砥石を押し付ける事により両者の表面に発生する摩擦力を利用し、ワークに一定の回転速度を与えます。
その働きの中で、研削砥石がワークの円筒外面を研削する加工方法です。
コントロール砥石は、高い摩擦力で安定した回転力をワークに与え続ける事が役目です。
▼コントロール砥石に求められる条件
①表面が平坦で真円度、円筒度が確保されている事と同時に摩擦が少ない。
②コントロール砥石で衝撃吸収能力のある弾性体である事。
③ワークとコントロール砥石間で摩擦係数が高い事。
②コントロール砥石で衝撃吸収能力のある弾性体である事。
③ワークとコントロール砥石間で摩擦係数が高い事。
このような条件からコントロール砥石に用いられる結合剤は、ラバーが最も適しています。
▼コントロール砥石の選定
| ①砥粒 | 基本はA砥粒で、ハイグレード(高耐久、高摩擦力)はAZ砥粒を使用します。 |
| ②粒度 | 標準は#150です。粒度選定は、ワークのスリップや精度に影響します。 |
| ③結合度 | コントロール砥石の結合度はRが標準です。 |
コントロール砥石の砥粒はA砥粒が標準です。A砥粒はWA砥粒より研削力は劣りますが、コントロール砥石は研削作業を行わないので、靭性があるA砥粒が適しています。
粒度が#150でワークスリップが起こる場合、粒度を荒くしてグリップ力を上げます。
このメカニズムは、凍結した路面をスパイクタイヤで走るのとよく似ていて、タイヤのゴムはコントロール砥石の結合剤、スパイクの金属は砥粒と置き換えて考えると解り易いです。
スパイク金属が小さく、たくさんある場合、1つ1つの金属粒の氷を捕まえる力が小さくなり、粒の数が増えれば増えるほど滑ってしまうことが想像できると思います。その逆で、粒を荒く大きくする事がグリップを上げる事になります。
しかし、粒度を荒くするとコントロールとワークの接面積が減り不安定になって、ワーク精度が悪くなります。精度が必要な場合は粒度を上げ、接面積を大きくすると安定し精度が良くなります。
近年センタレス研削における高精度化、超砥粒化に対して、A砥粒では対応できないものもあります。高耐摩耗性が要求され、対応したものはハイグレードコントロール砥石として、AZ(ジルコニア)コントロール砥石があります。
粒度が#150でワークスリップが起こる場合、粒度を荒くしてグリップ力を上げます。
このメカニズムは、凍結した路面をスパイクタイヤで走るのとよく似ていて、タイヤのゴムはコントロール砥石の結合剤、スパイクの金属は砥粒と置き換えて考えると解り易いです。
スパイク金属が小さく、たくさんある場合、1つ1つの金属粒の氷を捕まえる力が小さくなり、粒の数が増えれば増えるほど滑ってしまうことが想像できると思います。その逆で、粒を荒く大きくする事がグリップを上げる事になります。
しかし、粒度を荒くするとコントロールとワークの接面積が減り不安定になって、ワーク精度が悪くなります。精度が必要な場合は粒度を上げ、接面積を大きくすると安定し精度が良くなります。
近年センタレス研削における高精度化、超砥粒化に対して、A砥粒では対応できないものもあります。高耐摩耗性が要求され、対応したものはハイグレードコントロール砥石として、AZ(ジルコニア)コントロール砥石があります。
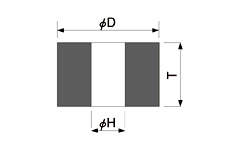
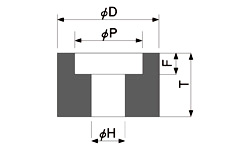
製品形状一覧
 |
 |
 |
 |
 |
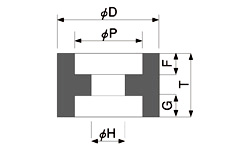 |
| 1A(ストレート)形 | 5A(片へこみ)形 | 7A(両へこみ)形 |
※製品にカーソルを合わせると、画像が回転します。
