BASIC COMPOSITION OF WHETSTONE 砥石の基本構成
三要素、五要因
↑画像をタップして拡大
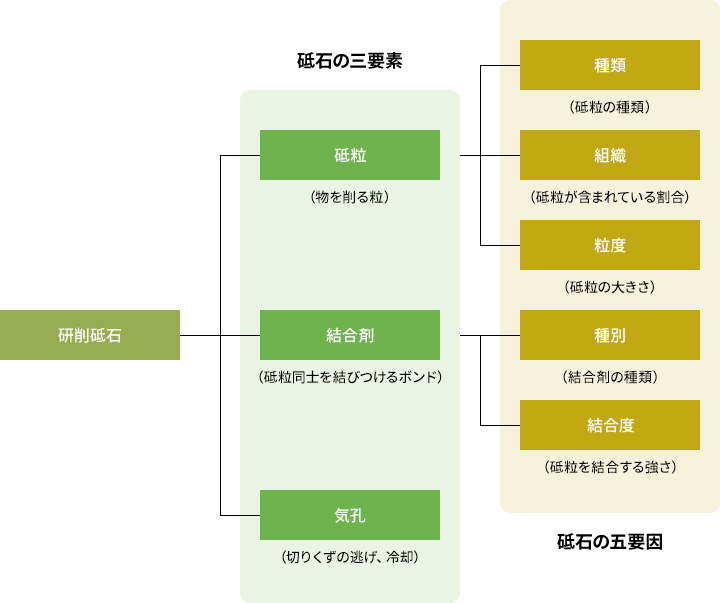
砥石は、大きく分けて砥粒、結合剤、気孔の3つの組み合わせから構成されています。
これら3つを『砥石の三要素』と言います。
この三要素の種類、量などを変化させることにより、多種多様の砥石を作ることが可能です。
三要素はさらに砥粒の種類、砥粒の組織、砥粒の粒度、結合剤の種別、結合度の5つに分類され、『砥石の五要因』と言われています。
砥粒
加工物を削ります。
硬い鉱物質の結晶体の粒子、砥粒は砥石のなかで、切刃の働きをします。
種類
| 区分 | 名称・種類 | 色 | 特徴 |
|---|---|---|---|
| アルミナ 研削材 |
A 砥粒 (アランダム) 褐色アルミナ研削材 |
褐色 | 主としてボーキサイトからなるアルミナ質原料を電気炉で溶融還元し、適量の酸化チタニウムを含む塊を粉砕したもの。アルミナ成分を95~97%からなる結晶で、WA砥粒より不純物が多い。靭性が高く、鋼材研削一般に使用される。 |
| WA 砥粒 (ホワイトアランダム) 白色アルミナ研削材 |
白色 | バイヤー法で精製されたアルミナを電気炉で溶融し、凝固させた塊を粉砕整粒したもの。白色コランダム結晶からなり、A砥粒より硬いが靭性は少し劣る。しかし壁開性(破砕性)がよく、発熱も少ないので、工作物と砥石の接触面積が広い研削作業によい。 | |
| PA 砥粒 (ピンクアランダム) 淡紅色アルミナ研削材 |
淡紅色 | WAと同じバイヤー法で精製されたアルミナに適量の酸化クロム、酸化チタニウム等を加え、電気炉で溶融し、凝固させた塊を粉砕整粒したもの。添加物を個溶したコランダム結晶からなる。 | |
| HA 砥粒 解砕型アルミナ研削材 |
ボーキサイト又は、バイヤー法で整製されたアルミナ質原料を電気炉で溶融し、凝固させた塊を解砕整粒したもの。コランダム結晶の単一の結晶からなる。 | ||
| AE 砥粒 人造エメリー研削材 |
灰黒色 | 主としてボーキサイトからなるアルミナ質原料を電気炉で溶融還元し、凝固させた塊を粉砕整粒したもの。 主としてコランダム結晶とムライト結晶からなる。 |
|
| AZ 砥粒 アルミナジルコニア研削材 |
グレー | 主としてバイヤー法で精製されたアルミナにジルコニア質原料を加え、電気炉で溶融し、凝固させた塊を粉砕整粒したもの。コランダム結晶とアルミナジルコニアの共晶部分からなる。 | |
| 炭化 けい素質 研削材 |
C 砥粒 (カーボランダム) 黒色炭化けい素研削材 |
黒色 銀灰色 |
主としてけい石、けい砂からなる酸化けい素質原料とコークスを電気抵抗炉で反応生成させた塊を粉砕整粒したもの。アルミナ質系砥粒より硬いが、靭性は低い。 |
| GC 砥粒 (グリーンカーボランダム) 緑色炭化けい素研削材 |
緑色 | 主としてけい石、けい砂からなる酸化けい素質原料とコークスを電気抵抗炉で反応生成させた塊を粉砕整粒したもの。C砥粒より高純度で、C砥粒より硬く、壁開性も高い。発熱も少ないので、発熱を嫌う材料の研削向き。砥石の消耗が早いので、粗研削・重研削には不適当。 | |
| 超砥粒 | SD 砥粒 合成ダイヤモンド |
耐熱・耐摩耗の点で、その他砥石に比べて非常に優れている。用途別に粗研削から精密研削に至る各分野で、広く使用される。 | |
| CBN 砥粒 立方晶窒化ほう素 |
黒色 茶褐色 |
ダイヤモンドに比べて硬さは劣るが、耐熱性がよい。A系砥粒では困難な難削材料の研削等に使用。 |
組織
砥石の容積に対する砥粒の含有率です。
0~14の番号で表します。
| 組織 | 砥粒率(%) | 許容差(%) |
|---|---|---|
| 0 | 62 | ±1.5 |
| 1 | 60 | |
| 2 | 58 | |
| 3 | 56 | |
| 4 | 54 | |
| 5 | 52 | |
| 6 | 50 | |
| 7 | 48 | |
| 8 | 46 | |
| 9 | 44 | |
| 10 | 42 | |
| 11 | 40 | |
| 12 | 38 | |
| 13 | 36 | |
| 14 | 34 |
砥粒率が増えると、砥粒がぎっしり詰まった状態で密な感じになり、逆に砥粒率が減ると、見た目はガサガサした感じになります。
また、同じ結合剤で同じ量の場合、砥粒率が増えると砥粒の保持力が弱く、砥粒の脱落が多くなり、軟らかく作用します。
逆に砥粒率が減ると砥粒の保持力が強く、有効切れ刃が少なくなる為、能率よく研削できなくなり、硬く作用します。
粒度
砥粒の大きさを表し、一般に00番という形で表現されます。
| 砥粒の粒度による種類(番) |
|---|
| 4, 5, 6, 7, 8, 10, 12, 14, 16, 20, 24, 30, 36, 40, 46, 54, 60, 70, 80, 90, 100, 120, 150, 180, 220, 240, 280, 320, 360, 400, 500, 600, 700, 800, 1000, 1200, 1500, 2000, 2500, 3000, 4000, 6000, 8000 |
※4番が最も粗く、8000番が最も細かい
粒度が細かく(砥粒が小さく)なると、仕上げ面が良くなりますが、研削能力が低下し、研削熱の発生が多くなり、研削焼けやビビリが生じることがあります。
目的に合わせて粒度を選択する必要があります。
結合剤
砥粒と砥粒を結合させ保持するのに用いられる材料。ボンドとも言う。
種類
| ビトリファイド | V | 長石その他無機質の粘土類を結合剤とし、耐水性、耐薬品に富み、長期保存にも耐える。焼成は、1200~1300度程度。 |
| レジノイド | B | ベークライト法とも呼ばれ、石炭酸、フォルマリン系の合成樹脂を結合剤とし、弾性、靭性に富み安全度が高く、高速使用が可能。 |
| ゴム | R | 天然又は人造ゴムを結合剤とし、弾性に富み強度があり、深いキズが付きにくいので、仕上がり面がきれい。熱・油に弱い。 |
| マグネシア | Mg | マグネシアオキシライトと称する一種のセメントを結合剤とし、研削熱の悪影響が少ない特性。 湿式使用の場合は、防錆措置が必要。 |
| シェラック | E | 天然樹脂(ラック貝がら虫の分泌物)を結合剤とし、結合力が最も弱い。 |
| シリケート | S | ケイ酸ソーダ(水ガラス)を結合剤とし、ケイ酸ソーダが潤滑作用をもつ。研削液にアルカリ性のものを用いると危険。 |
| メタル | M | 銀、銅、ニッケルなどの金属を結合剤とし、結合力が最も強い。主にダイヤ・CBNの結合剤として用いられる。 |
結合度
結合度は、アルファベットA~Zで表し、Aが最も軟らかく、Zが最も硬い。
硬さの測定はロックウェル硬さ試験機を用い、HRHの測定数値をA~Zに振り分けて、結合度基準、結合度範囲を設け結合度分類されます。
また、HRHのRHを用い、ロックウェル硬さ試験機の測定代表値を表示する場合もあります。
気孔
切りくずを一時溜めておくポケットの働きと、冷却水や空気を溜めて、発生した熱を冷却する作用があります。